Для одиничного настільного друку неідеальна намотка часто залишається лише візуальним недоліком: оператор поруч, може поправити котушку чи перезапустити завдання. На друк-фермі або в серійному виробництві ситуація інша — кожна котушка є частиною автоматизованого процесу, а непередбачуваний опір під час розмотування перетворюється на паузи, недоекструзію, зіпсовані деталі та ручне втручання.
Особливо чутливі до цього системи автоматичної зміни матеріалу (AMS і аналоги): вони не лише подають філамент уперед, а й втягують його назад, обертають котушку у зворотному напрямку та багаторазово виконують цикли завантаження й вивантаження. Рівне намотування не замінює правильний діаметр, стабільну рецептуру чи налаштування друку, але напряму впливає на те, наскільки передбачувано матеріал поводиться під час подачі.
Рівна намотка — не лише зовнішній вигляд
Акуратні паралельні ряди створюють враження якісного продукту, але варто розрізняти два різні явища: справжній вузол, коли вільний кінець нитки проходить під іншим витком, і нестабільне розмотування через слабкі шари, локальне ущільнення чи нерівний профіль намотки.
Фізика вузла проста: під час якісної намотки на сталій швидкості й під постійним натягом верхній шар не може потрапити під нижній. Це стається, коли натяг послаблюється — через дефект намотки на виробництві або коли кінець котушки відпустили під час завантаження, заміни чи зберігання, і частина нитки самовільно розмоталася. Доки натяг тримається, дефект не проявляється: можна друкувати годинами, перш ніж заплутаний відрізок дійде до точки подачі й затягнеться у вузол. Тому якісне намотування й правильне поводження з вільним кінцем працюють разом.
Водночас нерівномірне укладання само по собі створює ривки, провисання, тертя об борт котушки чи ділянки з підвищеним опором. Для ручного тримача це може лишитися непомітним, а автоматичний подавач інтерпретує такий опір як заклинювання чи помилку подачі.
Що означає стабільна намотка
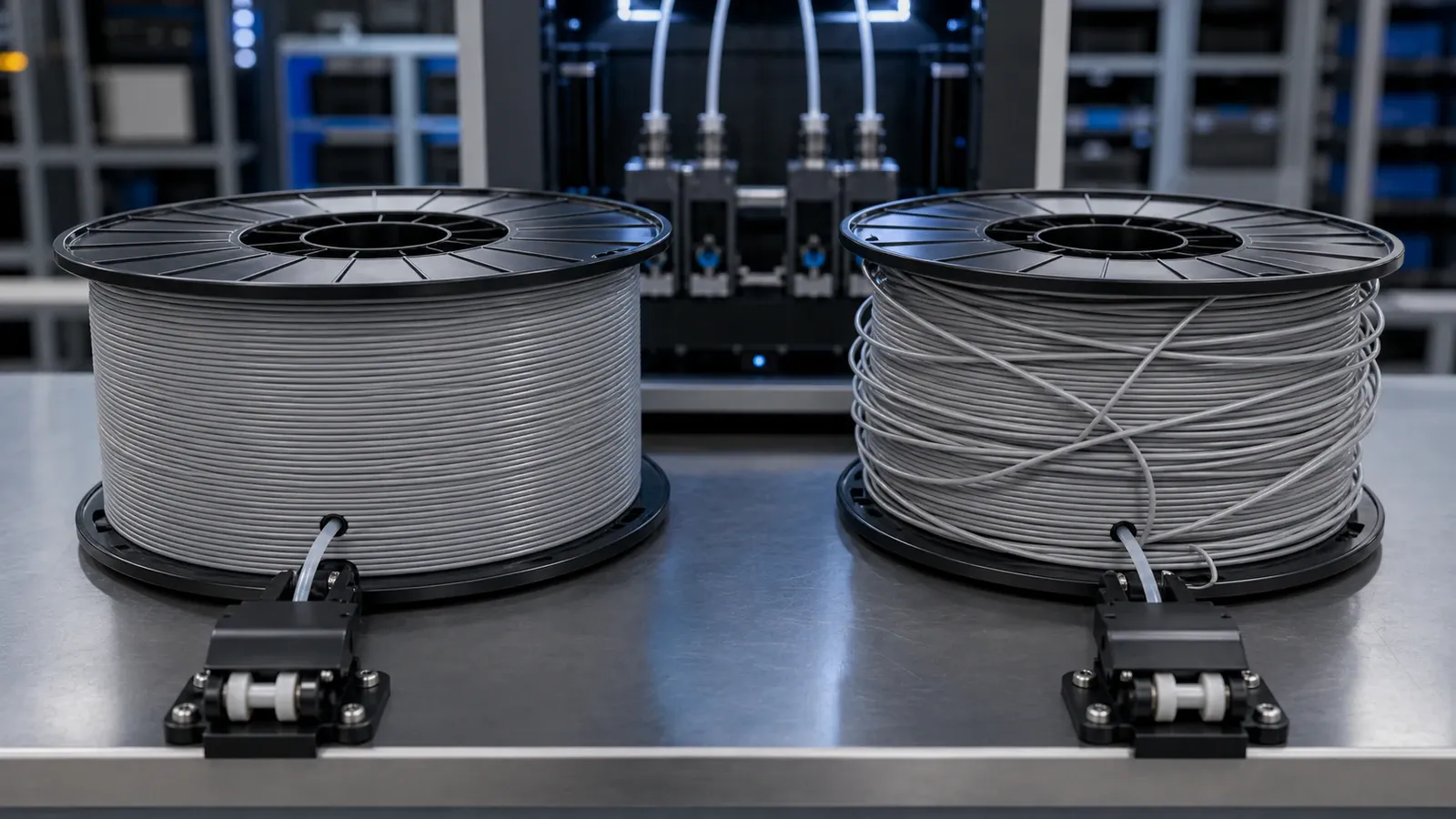
Для B2B-користувача важлива не «ідеальна картинка», а передбачуване розмотування по всій довжині котушки. На практиці оцінюють:
- рівномірний розподіл по ширині — без горбів, западин і накопичення біля одного борта, інакше верхні витки притискаються до фланця або зісковзують у зазор;
- контрольований натяг — достатній для щільного пакета, але без деформації; надто слабка намотка формує рухомі шари, що зміщуються при прискоренні чи зворотному обертанні, надмірна шкодить гнучким, крихким і наповненим матеріалам;
- коректну роботу розкладальника — швидкість обертання котушки та рух траверсної напрямної узгоджені, без потовщень і хаотичних переходів біля країв;
- справну геометрію котушки — недеформовані фланці, мінімальне биття, відповідність механіці системи подачі;
- надійно зафіксований вільний кінець — отвір чи паз утримує його без різкого перегину після кожного використання.
Чому це критично для друк-ферм
На фермі ризик оцінюють не за однією котушкою, а за сумарною кількістю машин і годин роботи: рідкісна проблема, помножена на десятки принтерів і тривалі завдання, стає регулярним операційним навантаженням. Вартість збою — це не кілька грамів пластику, а машинний час, ручна діагностика, повторний запуск і накопичення затримок по партії.
Нестабільне розмотування призводить до недоподачі та пропусків екструзії, спрацювання датчиків подачі, зупинки завдання в неробочий час, втрати частково надрукованої деталі та порушення графіка. Причину при цьому часто шукають у соплі, екструдері чи PTFE-тракті, хоча фактичним джерелом опору є котушка. Чим більш стандартизоване виробництво, тим важливіше виключати такі змінні ще на етапі закупівлі — а в серійному друці однаковий характер намотки в усій партії дозволяє один раз налаштувати профіль і не підлаштовувати його під кожну нову котушку.
Чому AMS і автоматична зміна матеріалу підвищують вимоги
У звичайній схемі екструдер переважно тягне філамент в одному напрямку. В автоматичних системах котушка стає активною частиною механізму: має вільно обертатися, зупинятися, віддавати матеріал і приймати його назад. Під час багатокольорового друку кількість циклів значна, тож слабкі зовнішні витки, перекіс пакета чи тертя об фланець під час зворотного намотування накопичують проблему — те, що не проявилося на першому завантаженні, виникає після серії перемикань.
Для AMS важливі зовнішній діаметр, ширина, форма борта, жорсткість котушки та надійне зчеплення з приводними роликами; сумісність перевіряють для конкретної моделі обладнання, а не лише за масою філаменту. Картонні котушки в таких системах зазвичай не рекомендують: вони деформуються, ворсять і дають нестабільне обертання.
Матеріал теж впливає на вимоги до намотування
Один режим не оптимальний для всіх полімерів. TPU через гнучкість сильніше реагує на опір у тракті, а надто туга чи нестабільна намотка зменшує запас надійності, тому для частини гнучких матеріалів зовнішня подача буває практичнішою за AMS. PLA, PETG, ABS+ та ASA зазвичай легше зберігають форму прутка, хоча відмінності в жорсткості та температурі намотування впливають на пакет. PA/Nylon і наповнені композиції можуть вимагати окремого режиму через жорсткість, чутливість до перегинів чи абразивність. Тому параметри намотування мають бути частиною технологічної карти конкретної марки, а не універсальним налаштуванням.
Практичний вхідний контроль для B2B-покупця
Візуальної перевірки верхнього шару недостатньо. Для ферми чи виробничої ділянки доцільний простий повторюваний протокол:
- Перевірити цілісність і геометрію фланців, відсутність деформації та надмірного биття.
- Оцінити профіль намотки по ширині, краї пакета й наявність слабких чи затиснутих витків.
- Переконатися, що вільний кінець надійно зафіксований і не проходить під сусіднім витком.
- Провести контрольне розмотування на штатному тримачі або в тій самій автоматичній системі, що у виробництві.
- Для AMS-подібних модулів перевірити кілька циклів завантаження, вивантаження та зворотного намотування.
- Пов’язати результати з номером партії, матеріалом, кольором і форматом котушки.
Для великих або повторних закупівель важливо тестувати не лише початок котушки: частина дефектів профілю проявляється ближче до середини чи внутрішніх шарів, тому кваліфікаційний друк має бути достатньо тривалим.
Що погоджувати з виробником
Під час контрактного виробництва або private label намотування варто розглядати як окрему частину технічного завдання: тип і геометрію котушки, сумісність із конкретними тримачами та автоматичними системами, вимоги до рівномірності профілю, підхід до контролю натягу для різних матеріалів, спосіб фіксації кінця, контроль деформації котушки після транспортування та випробування зразка на обладнанні замовника.
Bokotech узгоджує ці параметри разом із матеріалом, кольором, твердістю TPU за Shore, масою та форматом котушки, маркуванням і пакуванням — щоб оцінювати котушку не як окрему упаковку, а як частину виробничої системи клієнта. У B2B-закупівлі варто оцінювати разом три компоненти: якість філаменту, якість намотування та механічну сумісність котушки з обладнанням. Саме їх поєднання визначає, чи стабільно працюватиме матеріал не на одному тестовому принтері, а в повторюваному виробничому процесі.