Для B2B-закупівлі філаменту назви матеріалу недостатньо. PLA, PETG, ASA, ABS+, TPU чи PA можуть мати різні рецептури, добавки, барвники, в’язкість, стабілізацію, твердість і поведінку під час друку. Саме тому перед закупівлею великого обсягу варто дивитися не лише на ціну за кілограм, а й на TDS — технічний паспорт матеріалу (Technical Data Sheet).
TDS допомагає швидко оцінити матеріал, але не дає гарантії, що філамент стабільно працюватиме саме на вашому обладнанні та у вашому виробі. Він допомагає відсіяти невідповідні матеріали, порівняти постачальників і сформувати коректне технічне завдання — проте не замінює тестування. Перед порівнянням двох матеріалів варто відповісти на три питання:
- Випробовували гранулу, екструдований пруток чи надрукований зразок?
- За яким стандартом і за яких умов отримано результат?
- Чи є значення типовим, мінімально гарантованим або частиною погодженої специфікації?
Без цих уточнень навіть однакові одиниці вимірювання можуть створювати хибне враження про перевагу одного філаменту над іншим.
TDS, SDS і сертифікат партії — не одне й те саме

TDS описує технічні властивості та рекомендовані умови перероблення. SDS (Safety Data Sheet) стосується безпечного поводження, ризиків, зберігання й дій у разі аварійної ситуації — він потрібен для логістики, складу та охорони праці. Сертифікат аналізу (CoA) або паспорт якості партії, якщо він передбачений постачанням, підтверджує результати контролю конкретної виробничої партії.
TDS найчастіше містить типові значення, отримані за певною методикою, тому його використовують для попереднього відбору матеріалу, а критерії приймання великої поставки фіксують окремо: у технічному завданні, специфікації, погодженому еталоні або договорі. Якщо постачальник одразу надає і TDS, і SDS, це хороший знак прозорості. Перед порівнянням перевірте назву матеріалу, ревізію та дату документа, колір або серію, наявність наповнювачів, умови тестування й примітки дрібним шрифтом — часто саме там вказано, чи зразки були надруковані, литі, відпалені, висушені та в якій орієнтації друкувались.
Спочатку перевірте, як виготовили тестові зразки
Найпоширеніша помилка — порівнювати числа з різних паспортів без огляду на те, як їх отримали. Для FFF/FDM-друку механічні властивості залежать не тільки від полімеру: на результат впливають орієнтація зразка, температура сопла й камери, висота шару, кількість периметрів, заповнення, обдув, вологість матеріалу та час кондиціонування після друку. Чимало паспортів наводять дані для зразків, виготовлених литтям під тиском, а не надрукованих, тоді як надрукована деталь анізотропна — її міцність залежить від орієнтації шарів, адгезії між ними та теплової історії друку.
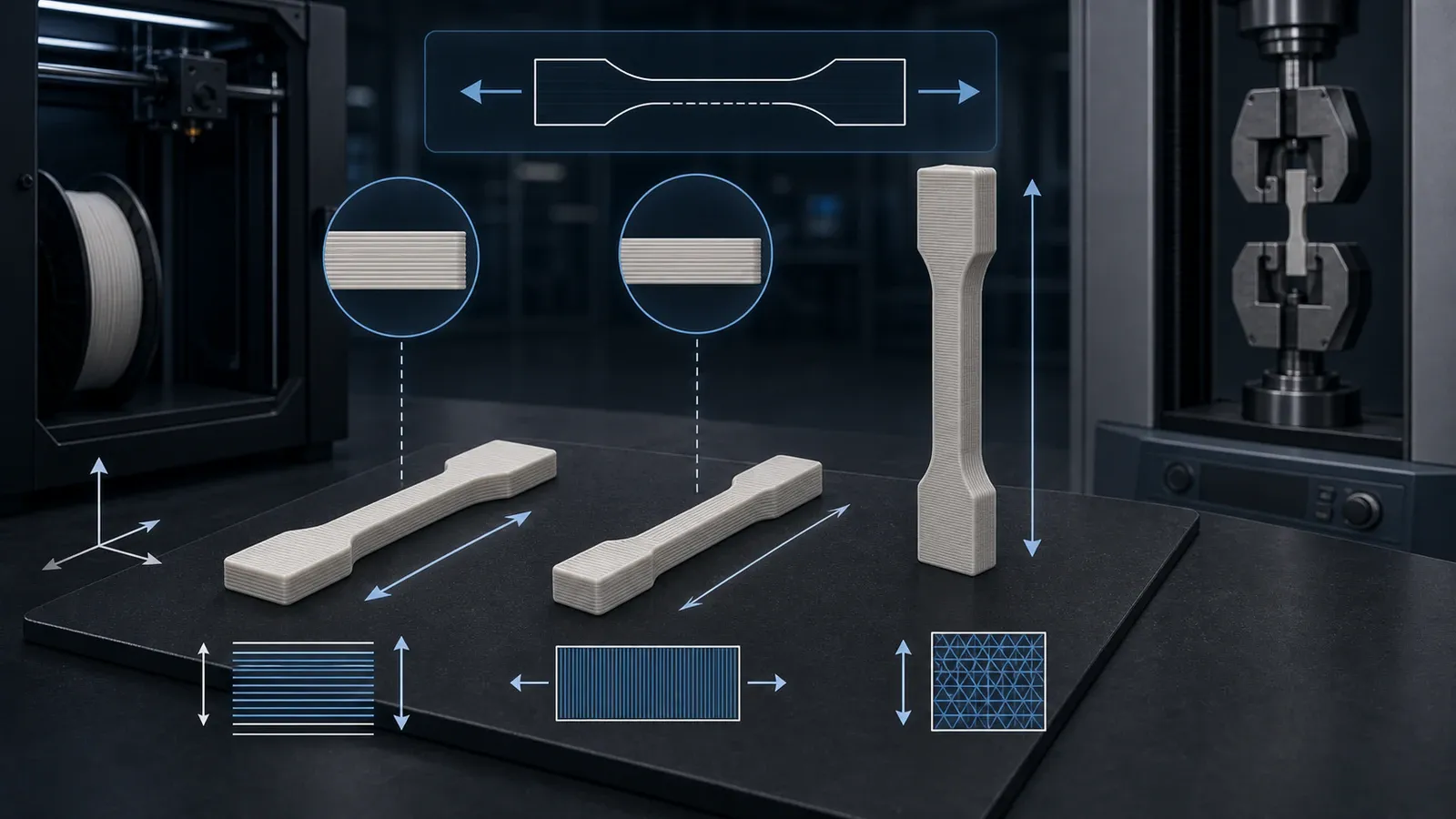
Особливо важлива орієнтація:
- XY зазвичай характеризує поведінку деталі в площині шарів;
- Z краще показує міцність міжшарової адгезії;
- позначення на кшталт flat, side або upright потрібно читати разом зі схемою виробника.
Якщо один TDS містить значення для литого зразка, а інший — для надрукованого вертикально, пряме порівняння некоректне. Для серійного застосування цінніший документ, у якому наведено геометрію зразка, параметри друку, стандарт випробування та розкид результатів.
Механічні властивості: не шукайте одну «головну» цифру
Основні показники — міцність на розтяг, модуль пружності, подовження при розриві, міцність на згин і ударна в’язкість. Кожен корисний лише разом із методом випробування: для пластиків застосовують ISO 527 або ASTM D638 (розтяг), ISO 178 (згин), ISO 179 / Charpy чи Izod (ударна в’язкість).
- Міцність при розтягуванні може означати напруження при межі текучості або при руйнуванні — це різні точки кривої деформування. Крихкий матеріал руйнується без вираженої межі текучості, пластичний спочатку незворотно деформується.
- Модуль пружності (модуль Юнга) показує жорсткість, а не загальну міцність: високий модуль означає менші деформації під навантаженням, але не гарантує ударної в’язкості.
- Відносне подовження при розриві оцінює пластичність, проте для надрукованих зразків особливо чутливе до міжшарової адгезії, дефектів і орієнтації.
- Згинальна й ударна міцність корисні для деталей на вигин і удар; ударні випробування залежать від надрізу, температури та орієнтації, тож порівнювати можна лише результати за однаковою методикою.
Якщо деталі працюватимуть на удар, не обмежуйтесь міцністю на розтяг: для корпусів, кронштейнів та оснастки ударна в’язкість часто важливіша за високий модуль. Для еластомерів логіка інша — для TPU на перший план виходять твердість за Шором (Shore A або D), опір стиранню та поведінка при розтягуванні; той самий матеріал із різною твердістю поводиться зовсім по-різному, тож цей параметр фіксують ще на етапі вибору.
Термічні параметри: Tg, Vicat і HDT відповідають на різні питання
У TDS часто трапляються HDT, Vicat, температура склування (Tg) і температура плавлення (Tm) — вони описують різні явища.
- Tg характеризує зміну рухливості аморфної фази полімеру; вище за неї деталь може помітно втрачати жорсткість, але це не універсальна максимальна температура експлуатації.
- Vicat визначається за проникненням індентора під заданим навантаженням і швидкістю нагрівання — поруч із числом має бути вказаний метод.
- HDT показує температуру прогину стандартного зразка під згинальним навантаженням. Значення суттєво залежить від напруження, тому показники при 0,45 МПа та 1,8 МПа змішувати не можна, а методи розроблялися під литі зразки й для надрукованих деталей можуть давати занижені значення.
Не сприймайте HDT чи Vicat як універсальну «робочу температуру»: реальна межа залежить від геометрії деталі, товщини стінок, навантаження, часу, середовища, кольору та УФ-впливу. Для напівкристалічних матеріалів важливі також температура плавлення й можливість термообробки. Якщо TDS наводить окремі результати «as printed» і «after annealing», це фактично два різні стани матеріалу з різними ризиками усадки й деформації.
Геометрія філаменту: параметри, що впливають на стабільність подачі
Для друкарських ферм і виробничих команд геометрія часто не менш важлива за механіку. Відхилення перерізу змінює фактичний об’єм матеріалу, який подає екструдер, а отже — ширину лінії, масу деталі та повторюваність поверхні. У TDS або окремій специфікації варто шукати:
- номінальний діаметр (1,75 або 2,85 мм) і допустиме відхилення;
- максимальну овальність або відхилення від круглості;
- масу нетто та формат котушки, діаметр втулки, тип намотування;
- довжину філаменту, якщо вона заявлена;
- вимоги до маркування й вологозахисного пакування.
Нестабільний діаметр змінює фактичну подачу, погане намотування створює зупинки на довгих завданнях, а невідповідний розмір котушки може не підходити до сушильних боксів або автоматичних систем подачі. Для великої закупівлі погоджують не тільки середнє значення діаметра, а й метод вимірювання, частоту контролю та правила оцінювання партії.
Плинність розплаву, волога та щільність
MFR/MVR характеризують плинність розплаву за конкретної температури та навантаження — без цих двох умов саме число майже нічого не говорить. Вищий MFR не означає «кращий матеріал»: він може полегшувати високошвидкісну екструзію, але бути пов’язаним з іншою молекулярною масою та в’язкістю.
Щодо вологи варто розрізняти водопоглинання (скільки вологи матеріал може набрати за визначених умов) і фактичний вміст води на момент вимірювання — це не взаємозамінні показники. Для PA, TPU та інших чутливих матеріалів перевіряють умови сушіння перед друком, допустимий час поза герметичним пакуванням, рекомендації щодо друку із сухого боксу, тип пакування та наявність осушувача. Якщо TDS не містить умов сушіння для вологочутливого матеріалу, це уточнюють до закупівлі: волога дає бульбашки, тріск у соплі, погіршення поверхні та слабшу міжшарову адгезію.
Щільність впливає на економіку: котушки однакової маси можуть містити різну довжину філаменту. Тому порівнюють не лише ціну за кілограм, а й орієнтовну довжину, масу типової деталі, тривалість друку та частку браку. Для наповнених матеріалів уточнюють не тільки позначення CF або GF, а й склад рецептури, абразивність, рекомендований тип сопла та стабільність властивостей між партіями.
Що запросити перед великим замовленням
Перед переходом від тестової котушки до серійної закупівлі доцільно погодити:
- актуальну версію TDS і дату її перегляду;
- технічну специфікацію з контрольованими параметрами;
- SDS та вимоги до зберігання;
- зразок або пілотну партію для друку на вашому обладнанні;
- критерії приймання за діаметром, кольором, масою, пакуванням і друкованими тестами;
- правила простежуваності партій та порядок роботи з відхиленнями;
- узгоджений формат котушки, етикетки й пакування для OEM або private label.
Найкраща практика — не переходити одразу від TDS до великої закупівлі, а провести виробничий прогін на типових деталях: довгі друки, реальні швидкості, ваші сушильні умови, ваша камера, ваші сопла та ваші оператори. Саме так видно, чи збігаються дані документа з виробничою поведінкою матеріалу.
Ознаки слабкого TDS
Документ варто оцінювати обережно, якщо в ньому немає стандартів і умов випробування, орієнтації друку чи пояснення, стосуються цифри сировини чи надрукованої деталі. Так само насторожують порівняльні заяви без одиниць вимірювання, одна «максимальна робоча температура» без навантаження й тривалості, точні значення без розкиду, а також ситуація, коли значення в TDS, на етикетці та в комерційній пропозиції суперечать одне одному.
Добре прочитаний TDS не відповідає на питання «який філамент найкращий», але допомагає відсіяти невідповідні матеріали й сформувати правильний план перевірки. Bokotech виробляє інженерний філамент в Україні — TPU, ABS+, ASA, PA/Nylon, PLA, PETG та індивідуальні рецептури — і в межах контрактного виробництва обговорює технічні параметри партії до запуску: матеріал, колір, твердість TPU за Shore, методи контролю, формат котушки, маркування та умови тестового друку. Так закупівля стає не разовою покупкою, а керованим процесом, де критичні параметри з рекламного документа перенесено в погоджену специфікацію постачання.